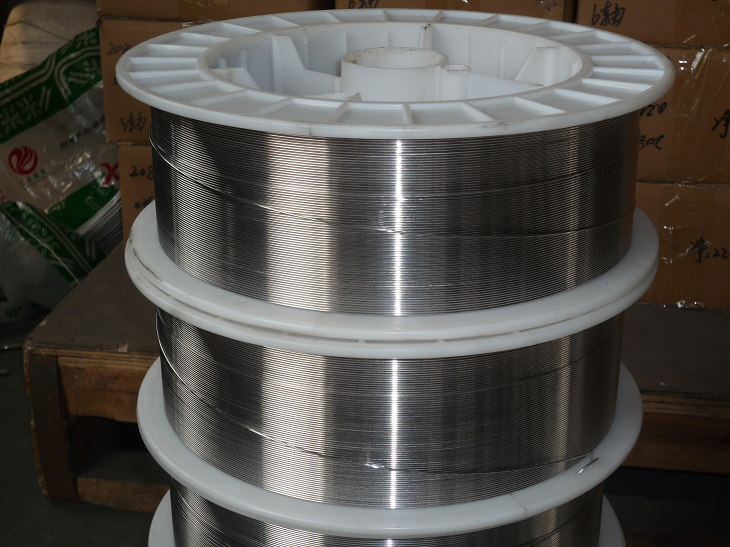


Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiCrMo-3 MIG / TIG Welding Wire
-
Payment


-
Origin
China Mainland
-
Minimum Order
1
-
Packing
Pieces
- Contact Now Start Order
- Description
Product Detail
AWS | UNS | Weight Percent | |||||||||||||||||
C | Mn | Fe | P | S | Si | Cu | Ni | Co | Al | Ti | Cr | Nb(Cb) Plus Ta | Mo | V | W | Other Elements,Total | |||
ERNiCrMo-3a | N06625 | 0.10 | 0.50 | 5.0 | 0.02 | 0.015 | 0.50 | 0.50 | 58.0min | 0.40 | 0.40 | 20.0-23.0 | 3.15-4.15 | 8.0-10.0 | 0.50 | ||||
ERNiCr-3a,c | N06082 | 0.10 | 2.5-3.5 | 3.0 | 0.03 | 0.015 | 0.50 | 0.50 | 67.0min | (e) | 0.75 | 18.0-22.0 | 2.0-3.0 | 0.50 | |||||
ERNiCu-7a | N04060 | 0.15 | 4.0 | 2.5 | 0.02 | 0.015 | 1.25 | Rem | 62.0-69.0 | 1.25 | 1.5-3.0 | 0.50 | |||||||
ERNiCrMo-4 | N10276 | 0.02 | 1.0 | 4.0-7.0 | 0.04 | 0.03 | 0.08 | 0.50 | Rem | 2.5 | 14.5-16.5 | 15-17 | 0.35 | 3.0-4.5 | 0.50 | ||||
ERNiFeCr-1 | N08065 | 0.05 | 1.0 | 22.0 min | 0.03 | 0.03 | 0.50 | 1.5-3.0 | 38.0-46.0 | 0.2 | 0.6-1.2 | 19.5-23.5 | 2.5-3.5 | 0.50 | |||||
ERNiCrFe-8a | N07069 | 0.08 | 1.0 | 5.0-9.0 | 0.03 | 0.015 | 0.50 | 0.50 | 70.0min | 0.4—1.0 | 2.00-2.75 | 14.0-17.0 | 0.70-1.20 | 0.50 | |||||
ERNiCrFe-11 | N06601 | 0.10 | 1.0 | Rem | 0.03 | 0.015 | 0.50 | 1.0 | 58.0-63.0 | 1.0-1.7 | 21.0-25.0 | 0.50 | |||||||
ERNiCrFe-12 | N06025 | 0.15-0.25 | 0.50 | 8.0-11.0 | 0.020 | 0.010 | 0.5 | 0.1 | Rem | 1.0 | 1.8-2.4 | 0.10-0.20 | 24.0-26.0 | 0.50 | |||||
ERNiFeCr-1a | N08065 | 0.05 | 1.0 | 22.0min | 0.03 | 0.03 | 0.50 | 1.5-3.0 | 38.0-46.0 | 0.20 | 0.6-1.2 | 19.5-23.5 | 2.5-3.5 | 0.50 | |||||
ERNiFeCr-2b | N07718 | 0.08 | 0.35 | Rem | 0.015 | 0.015 | 0.35 | 0.30 | 50.0-55.0 | 0.20-0.8 | 0.65-1.15 | 17.0-21.0 | 4.75-5.50 | 2.80-3.3 | 0.50 | ||||
ERNiCr-6a | N06076 | 0.08-0.15 | 1.00 | 2.00 | 0.03 | 0.015 | 0.30 | 0.50 | 75min | 0.40 | 0.15-0.50 | 19.0-21.0 | 0.50 | ||||||
ERNiCrFe-5a | N06062 | 0.08 | 1.0 | 6.0-10.0 | 0.03 | 0.015 | 0.35 | 0.50 | 70min | (e) | 14.0-17.0 | 1.5-3.0 | 0.50 | ||||||
ERNiCrFe-6a | N07092 | 0.08 | 2.0-2.7 | 8.0 | 0.03 | 0.015 | 0.35 | 0.50 | 67min | 2.5-3.5 | 14.0-17.0 | 0.50 | |||||||
ERNiCrFe-7d | N06052 | 0.04 | 1.0 | 7.0-11.0 | 0.02 | 0.015 | 0.50 | 0.30 | Rem | 1.10 | 1.0 | 28.0-31.5 | 0.10 | 0.50 | 0.50 | ||||
a Military specification MIL-E-21562: Pb<0.010,“other elements”includes Pb, Sn, Zn
b B max 0.006%
c similar as the EN82H or RH82H; C content 0.03-0.10%
d Al and Ti max content 1.5%
ERNiCrMo-3 is used for welding nickel-chromium-molybdenum alloy (ASTM B 443, B 444, and B 446 having UNS number N06625) to itself, to steel, to other nickel-base alloys, for cladding steel with nickel-chromium molybdenum weld metal, and for welding the clad side of joints in steel with nickel-chromium-molybdenum alloy using the GTAW, GMAW, SAW, and PAW processes. This welding wire is recommended for applications where the operating temperature ranges from cryogenic to 1000°F [540°C].
ERNiCr-3 is used for welding nickel-chromium-iron alloy (ASTM B 163, B 166, B 167, and B 168 having UNS number N06600) to itself, for the clad side of joints in steel clad with nickel-chromium-iron alloy, for surfacing steel with nickel-chromium-iron weld metal, for dissimilar welding of nickel-base alloys, and for joining steel to stainless steel or nickel-base alloys using the GTAW, GMAW, SAW, and PAW processes.
ERNiCu-7 is used for welding nickel-copper alloy (ASTM B 127, B 163, B 164, and B 165 having UNS number N04400) to itself using the GTAW, GMAW, SAW, and PAW processes. The welding wire contains sufficient titanium to control porosity with these welding processes.
ERNiCrMo-4 is used for welding nickel-chromium-molybdenum alloy (ASTM B 574, B 575, B 19, B 622, and B 628 having UNS number N10276) to itself, to steel, to other nickel-base alloys, and for cladding steel with nickel-chromium-molybdenum weld metal using the GTAW and GMAW processes.
ERNiFeCr-1 is used for welding the nickel-iron-chromium-molybdenum-copper alloy (ASTM B 423 having UNS number N08825) to itself using the GTAW and GMAW processes.
Phoenix Alloy offers you special super alloy nickel based alloy nickel alloy ernicrmo-3 mig / tig welding wire at competitive price. With quantity of products in stock in our factory, we warmly welcome you to wholesale bulk products with our company - one of the leading manufacturers and suppliers in China.
-
Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiFeCr-1 MIG / TIG Welding Wire 1 Pieces / (Min. Order)

-
Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiCrMo-4 MIG / TIG Welding Wire 1 Pieces / (Min. Order)

-
Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiCu-7 MIG / TIG Welding Wire 1 Pieces / (Min. Order)

-
Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiCr-3 MIG / TIG Welding Wire 1 Pieces / (Min. Order)

 Favorites
Favorites

-
Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiFeCr-1 MIG / TIG Welding Wire
1 Pieces / (Min. Order)
-
Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiCrMo-4 MIG / TIG Welding Wire
1 Pieces / (Min. Order)
-
Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiCu-7 MIG / TIG Welding Wire
1 Pieces / (Min. Order)
-
Special Super Alloy Nickel Based Alloy Nickel Alloy ERNiCr-3 MIG / TIG Welding Wire
1 Pieces / (Min. Order)
-
 UNS S66286 Special Super Alloy Nickel Based Alloy Inconel 660 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
UNS S66286 Special Super Alloy Nickel Based Alloy Inconel 660 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
-
 W.Nr 2.4668 UNS N07718 Special Super Alloy Nickel Based Alloy Inconel 718 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
W.Nr 2.4668 UNS N07718 Special Super Alloy Nickel Based Alloy Inconel 718 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
-
 W.Nr 2.4856 UNS N06625 Special Super Alloy Nickel Based Alloy Inconel 625 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
W.Nr 2.4856 UNS N06625 Special Super Alloy Nickel Based Alloy Inconel 625 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
-
 W.Nr 2.4851 UNS N06601 Special Super Alloy Nickel Based Alloy Inconel 601 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
W.Nr 2.4851 UNS N06601 Special Super Alloy Nickel Based Alloy Inconel 601 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
-
 W.Nr 2.4816 UNS N06600 Special Super Alloy Nickel Based Alloy Inconel 600 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)
W.Nr 2.4816 UNS N06600 Special Super Alloy Nickel Based Alloy Inconel 600 Wire / Strip / Coil Strip / Sheet/ Bar/ Plate/ Pipe/ Tube/ Forging / Machined Parts / Welding Wire / Welding Strip
1 Pieces / (Min. Order)